लेखक:
Christy White
निर्माण की तारीख:
10 मई 2021
डेट अपडेट करें:
13 मई 2024

विषय
एक लेपित इलेक्ट्रोड के साथ इलेक्ट्रिक आर्क वेल्डिंग एक लेपित धातु इलेक्ट्रोड और वर्कपीस के अंत के बीच बनाए रखा इलेक्ट्रिक चाप की गर्मी के साथ किए गए धातु के दो टुकड़ों को जोड़ने की प्रक्रिया है। यह लेख इन लेपित इलेक्ट्रोड के उपयोग और एक सरल ट्रांसफार्मर-प्रकार वेल्डिंग मशीन का वर्णन करेगा।
कदम
लेपित इलेक्ट्रोड के साथ इलेक्ट्रिक आर्क वेल्डिंग प्रक्रिया को समझें। ए इलेक्ट्रिक आर्क यह वेल्डिंग रॉड (कोटेड इलेक्ट्रोड) की नोक पर बनता है जब एक विद्युत प्रवाह एक छोटे से हवा के अंतराल से गुजरता है और वेल्डेड धातु के साथ जारी रहता है। इस लेख में प्रयुक्त कुछ शब्द और उनके संबंधित विवरण इस प्रकार हैं:
- टांका लगाने की मशीन। यह एक मशीन को दिया गया नाम है जो 120-240 वोल्ट एसी (प्रत्यावर्ती धारा) को एक उपयुक्त वेल्डिंग करंट में परिवर्तित करता है, आमतौर पर 40-70 वोल्ट का एसी, साथ ही डीसी वोल्टेज के अन्य स्तर (डायरेक्ट करंट)। यह आमतौर पर एक बड़े और भारी ट्रांसफार्मर, वोल्टेज विनियमन सर्किट, एक आंतरिक शीतलन प्रशंसक और एक एम्परेज चयनकर्ता के होते हैं। वेल्डर शब्द उस व्यक्ति पर लागू होता है जो वेल्डिंग प्रक्रिया करता है। वेल्डिंग मशीन को इसे चलाने के लिए वेल्डर की आवश्यकता होती है।
- वेल्डिंग केबल। ये अछूता तांबा कंडक्टर हैं जो वेल्ड किए जाने वाले भाग के लिए कम वोल्टेज और उच्च एम्परेज का उत्पादन करते हैं।
- इलेक्ट्रोड होल्डर। यह इलेक्ट्रोड को रखने वाले वेल्डिंग केबल के अंत में डिवाइस है, जिसे वेल्डर वेल्डिंग कार्य करने के लिए उपयोग करता है।
- ग्राउंड कनेक्टर। यह केबल है जो विद्युत सर्किट को पूरा करता है, अर्थात्, ग्रिपिंग डिवाइस जो धातु से गुज़रने के लिए बिजली को अनुमति देने के लिए वर्कपीस से जुड़ा होता है।
- Amps। यह एक विद्युत शब्द है जिसका उपयोग इलेक्ट्रोड को आपूर्ति की जाने वाली वर्तमान प्रवाह के स्तर का वर्णन करने के लिए किया जाता है।
- डीसी (प्रत्यक्ष वर्तमान) और रिवर्स पोलरिटी। यह चाप / इलेक्ट्रोड वेल्डिंग सिस्टम में उपयोग किया जाने वाला एक अलग कॉन्फ़िगरेशन है, जो अधिक से अधिक लचीलापन प्रदान करता है, विशेष रूप से निलंबित क्षेत्रों में या धातु मिश्र धातुओं में वेल्डिंग अनुप्रयोगों में जो बारी-बारी से चालू के साथ अच्छी तरह से वेल्ड नहीं करते हैं। वेल्डिंग मशीन जो इस करंट का उत्पादन करती है उसमें एक रेक्टिफायर सर्किट होता है या इसके करंट की आपूर्ति जनरेटर द्वारा की जाती है, और यह एक साधारण एसी वेल्डिंग मशीन की तुलना में बहुत अधिक महंगा होता है।
- इलेक्ट्रोड। विशिष्ट मिश्र धातुओं और प्रकारों में उपयोग किए जाने वाले कई विशेष वेल्डिंग इलेक्ट्रोड हैं, जैसे कच्चा या निंदनीय लोहा, स्टेनलेस या क्रोम स्टील, टेम्पर्ड एल्यूमीनियम और कार्बन स्टील। एक विशिष्ट इलेक्ट्रोड में एक विशेष कोटिंग के साथ एक बार कवर होता है जो आर्क बनाए रखने के साथ जलता है, वेल्डिंग क्षेत्र में ऑक्सीजन का उत्पादन और कार्बन डाइऑक्साइड का उत्पादन करता है ताकि वेल्डिंग प्रक्रिया के दौरान बेस धातु को ऑक्सीकरण या लौ से जलने से रोका जा सके। । ये कुछ सामान्य इलेक्ट्रोड और उनके संबंधित उपयोग हैं:
- E6011 इलेक्ट्रोड सेलूलोज़ फाइबर कोटिंग के साथ कार्बन स्टील हैं। पहले दो इलेक्ट्रोड पहचान संख्याएं तन्यता ताकत हैं, जिन्हें प्रति वर्ग इंच 1000 बार पाउंड में मापा जाता है। उस इलेक्ट्रोड में, प्रतिरोध 60,000 पीएसआई है।
- E6010 इलेक्ट्रोड रिवर्स पोलरिटी के होते हैं और आमतौर पर वेल्डिंग भाप और पानी के पाइप के लिए उपयोग किए जाते हैं, विशेष रूप से वेल्डिंग धातुओं के लिए उपयोगी होते हैं बर्खास्त कर दिया, क्योंकि तरल अवस्था में धातु तब अपनी स्थिति बनाए रखती है, जब से सीधे धारा के प्रवाह द्वारा वेल्डिंग क्षेत्र में घसीटा जाता है काम धातु के लिए इलेक्ट्रोड.
- अन्य प्रकार के इलेक्ट्रोड E60XX उपलब्ध हैं, हालांकि E6011 इलेक्ट्रोड को सामान्य छड़ के लिए मानक माना जाता है और E6010 इलेक्ट्रोड को ध्रुवीयता व्युत्क्रम और डीसी वेल्डिंग के लिए मानक माना जाता है। इसलिए, अन्य प्रकार इस लेख में शामिल नहीं होंगे।
- E7018 इलेक्ट्रोड के साथ लेपित हैं कम हाइड्रोजन प्रवाह 70,000 पीएसआई की तन्यता ताकत के साथ। इन इलेक्ट्रोड का उपयोग निर्माण उद्योग में इस्पात संरचनाओं को इकट्ठा करने के लिए किया जाता है, और अन्य अनुप्रयोगों के लिए भी जहां भारी सामग्री और उच्च शक्ति वाले वेल्ड की आवश्यकता होती है। ध्यान दें कि, हालांकि ये इलेक्ट्रोड बड़ी ताकत प्रदान करते हैं, वे सही ढंग से काम नहीं कर सकते हैं यदि सही एम्परेज लागू नहीं किया जाता है या उन मामलों में जहां जंग लगा, चित्रित या जस्ती इस्पात भागों का उपयोग किया जाता है। इनमें कम हाइड्रोजन सामग्री को बनाए रखने के प्रयास के कारण इन इलेक्ट्रोडों को निम्न हाइड्रोजन कहा जाता है। उन्हें 250 ° F और 300 ° F के बीच के तापमान पर एक ओवन में संग्रहीत किया जाना चाहिए। यह तापमान पानी के क्वथनांक से अधिक है, जो समुद्र तल पर 212 ° F है। यह हवा की नमी को इलेक्ट्रोड धातु के संपर्क में आने से रोकता है।
- निकल, लोहा या निकल-लौह मिश्र धातु इलेक्ट्रोड। इन इलेक्ट्रोड का उपयोग कच्चा लोहा, नमनीय या निंदनीय में वेल्डिंग के लिए किया जाता है, और अधिक से अधिक पालन होता है, जिससे सामग्री के विस्तार और संकुचन को वेल्डेड किया जा सके।
- विभिन्न धातु की छड़। वे विशेष मिश्र धातुओं से बने होते हैं और हल्के, टेम्पर्ड स्टील या मिश्र धातु की वेल्डिंग के लिए उपयुक्त होते हैं।
- एल्यूमीनियम की छड़। यह एक नई तकनीक है जो एक मशाल-प्रकार की फीडिंग ट्यूब, जैसे कि MIG (धातु, अक्रिय गैस) या TIG (टंगस्टन, अक्रिय गैस) वेल्डिंग का उपयोग करने के बजाय एक पारंपरिक वेल्डिंग मशीन के साथ एल्यूमीनियम की वेल्डिंग की अनुमति देती है )।
- इलेक्ट्रोड आकार। इलेक्ट्रोड विभिन्न प्रकार के आकारों में आते हैं, जिन्हें प्रत्येक छड़ के धातु के व्यास द्वारा मापा जाता है। हल्के स्टील की छड़ों के लिए, 1/16 इंच से 3/8 इंच तक व्यास की एक सीमा उपलब्ध है, और उपयोग किए जाने वाले आकार को वेल्डिंग मशीन के एम्परेज और वेल्डेड होने वाली सामग्री की मोटाई से निर्धारित किया जाता है। प्रत्येक छड़ दी गई एम्परेज रेंज में बेहतर प्रदर्शन करता है। किसी दिए गए रॉड आकार के लिए सही एम्परेज रेंज का चयन आधार सामग्री और वांछित प्रवेश पर निर्भर करेगा।
- सुरक्षा उपकरण। सुरक्षित रूप से वेल्ड करने के लिए इस कार्य के लिए सही सुरक्षा उपकरण का उपयोग करना और जानना आवश्यक है। सुरक्षित वेल्डिंग के लिए यहां कुछ वस्तुओं की आवश्यकता है।
- वेल्डिंग मास्क। यह मुखौटा है जो उस व्यक्ति की रक्षा के लिए उपयोग किया जाता है जो वेल्डिंग के दौरान उत्पन्न विद्युत चाप और स्पार्क्स के फ्लैश से वेल्डिंग कर रहा है। मानक आर्क वेल्डिंग लेंस अंधेरे हैं, क्योंकि इलेक्ट्रिक आर्क के संपर्क में रेटिना पर जलन हो सकती है। इलेक्ट्रिक आर्क वेल्डिंग में उपयोग किए जाने वाले लेंस के लिए डिमिंग का एक स्तर न्यूनतम आवश्यक है। वेल्डिंग मास्क के साथ ए हटाने योग्य लिफ्ट पहले से ही सिफारिश की गई है, क्योंकि अंधेरे लेंस को उठाया जा सकता है और वेल्डर की आंखों को अभी भी चिप्स या वेल्ड के अवशेष के खिलाफ ग्लास लेंस के साथ संरक्षित किया जाएगा। नवीनतम सेल्फ-डार्कनिंग वेल्डिंग मास्क आज सबसे अधिक अनुशंसित हैं। इन मास्क में, लेंस रंग में हल्का होता है और, जब एक चाप बनता है, तो यह स्वचालित रूप से अंधेरा हो जाता है।
- वेल्डिंग दस्ताने। वे विशेष और अछूता दस्ताने हैं जो कलाई से लगभग 6 इंच ऊपर तक पहुंचते हैं, और वेल्डर के हाथों और निचले हथियारों की रक्षा के लिए जिम्मेदार हैं। यदि वे गलती से इलेक्ट्रोड से संपर्क करते हैं तो वे आकस्मिक सदमे से सीमित सुरक्षा प्रदान करते हैं।
- वेल्डिंग एप्रन। यह एक चमड़े का कपड़ा है जो वेल्डर के कंधों और छाती को कवर करता है, नौकरियों के लिए उपयोग किया जाता है जहां स्पार्क्स वेल्डर के कपड़ों को जला सकते हैं या जलने का कारण बन सकते हैं।
- काम पर पहने जाने वाले जूते। स्पार्क्स और गर्म स्लैग को अपने पैरों को जलाने से रोकने के लिए वेल्डर को कम से कम 6 इंच का लेस-अप बूट पहनना चाहिए। इन जूतों में एक ऐसी सामग्री से बना इंसुलेटिंग सोल होना चाहिए जो आसानी से पिघले या न जले।
- एक सफल वेल्ड बनाने के लिए सही तरीके से जानें। वेल्डिंग दो टुकड़ों के माध्यम से वेल्डिंग रॉड को एक साथ पारित करने से अधिक है। प्रक्रिया उचित समायोजन और। काम के टुकड़ों की सुरक्षा की गारंटी के साथ शुरू होती है, या धातु को वेल्डेड किया जाना है। मोटे टुकड़ों के लिए, एक चैंबर बनाना और फिर इसे वेल्ड बिंदुओं के साथ भरना आवश्यक हो सकता है। एक साधारण वेल्ड प्रदर्शन के लिए ये बुनियादी प्रक्रियाएं हैं।

- धनुष उत्पन्न करो। यह एक विद्युत चाप बनाने की प्रक्रिया है के बीच में इलेक्ट्रोड और वर्कपीस। यदि इलेक्ट्रोड बस वर्तमान को सीधे ग्राउंडेड वर्कपीस में पारित करने की अनुमति देता है, तो धातुओं को पिघलाने और पिघलाने के लिए पर्याप्त गर्मी उत्पन्न नहीं होगी।
- एक बनाने के लिए चाप को स्थानांतरित करें रस्सी । मनका इलेक्ट्रोड की पिघली हुई धातु से बना होता है, जो आधार धातु के पिघले हुए धातु के साथ मिलकर बहती है, वेल्डिंग द्वारा जोड़े जाने वाले भागों के बीच की जगह को भरता है।
- वेल्ड मनका समायोजित करें। यह आर्क को आगे और पीछे, एक ज़िगज़ैग पैटर्न में या वेल्ड पथ में 8 का वर्णन करके किया जा सकता है, इस तरह से कि धातु पूरी तरह से वेल्डेड होने वाले भागों के बीच की जगह के साथ वितरित की जाती है।
- चिप और पास के बीच वेल्ड ब्रश। हर बार जब आप एक पूरा करें अंतिम, या एक छोर से दूसरे तक एक वेल्ड मार्ग, आपको निकालने की आवश्यकता है लावा, या वेल्ड बीड सतह के इलेक्ट्रोड से पिघल सामग्री ताकि केवल साफ पिघला हुआ धातु अगले पास के लिए वेल्ड को भर रहा है।

उन उपकरणों और सामग्रियों को इकट्ठा करें जिन्हें आपको वेल्डिंग शुरू करने की आवश्यकता होगी। यही है, वेल्डिंग मशीन, इलेक्ट्रोड, केबल और क्लैंप और धातु को वेल्डेड किया जाना है।
एक सुरक्षित कार्य क्षेत्र तैयार करें, अधिमानतः एक स्टील टेबल या अन्य गैर-ज्वलनशील सामग्री के साथ। अभ्यास करने के लिए, कम से कम 3/16 इंच मोटी कार्बन स्टील के कुछ टुकड़े पर्याप्त होंगे।

वेल्डेड होने के लिए धातु तैयार करें। यदि धातु में दो भाग होते हैं जो वेल्डिंग प्रक्रिया में शामिल होने चाहिए, तो ए तैयारीशामिल होने वाले किनारे के किनारों पर एक चम्फर बनाना। यह एक के लिए अनुमति देगा प्रवेश वेल्डिंग चाप के दोनों किनारों को मिलाने के लिए पर्याप्त है, ताकि सामग्रियों के बीच का स्थान पूरी तरह से भर जाए। कम से कम, आपको वेल्ड में एक साफ पिघला हुआ धातु के साथ काम करने के लिए सभी पेंट, ग्रीस, जंग, या अन्य संदूषकों को निकालना होगा।
यदि आवश्यक हो तो टुकड़ों को एक साथ रखने के लिए क्लैंप रखें। दबाव सरौता और "सी" कनेक्टर अच्छे विकल्प हैं। विशेष परियोजनाओं के लिए, आपको वर्कपीस की सुरक्षा के लिए अलग-अलग तकनीकों के अनुकूल होना पड़ सकता है जब तक कि वे जुड़ नहीं जाते।
ग्राउंड क्लैंप को वेल्डेड होने वाले सबसे बड़े हिस्से पर रखें। एक साफ क्षेत्र की तलाश करें, ताकि विद्युत सर्किट में कम से कम प्रतिरोध हो। फिर से, जंग या पेंट आपके वर्कपीस के ग्राउंडिंग के साथ हस्तक्षेप करेंगे, जिससे वेल्डिंग शुरू करने पर आर्क बनाने में मुश्किल होगी।
आपके द्वारा की जा रही नौकरी के लिए सही रॉड और एम्परेज रेंज का चयन करें। उदाहरण के लिए, 1/8 इंच E6011 इलेक्ट्रोड का उपयोग करके और 80-100 amps के बीच 1/4 इंच स्टील प्लेट को प्रभावी ढंग से वेल्ड किया जा सकता है। इलेक्ट्रोड धारक, या धारक में इलेक्ट्रोड रखें, यह सुनिश्चित करते हुए कि धारक की प्रवाहकीय सामग्री इलेक्ट्रोड की स्वच्छ धातु के संपर्क में है।
वेल्डिंग मशीन चालू करें। आपको ट्रांसफार्मर से एक गुनगुना आवाज़ सुननी चाहिए। शीतलन प्रशंसक की आवाज सुनाई दे सकती है या नहीं भी हो सकती है, क्योंकि कुछ केवल ठंडा होने पर आवश्यक होता है। यदि आपको कोई शोर नहीं सुनाई देता है, तो आपको उस सर्किट की जांच करनी होगी जो बिजली की आपूर्ति कर रहा है और पैनल पर सर्किट ब्रेकर हैं। वेल्डिंग मशीनों को संचालित करने के लिए काफी मात्रा में बिजली की आवश्यकता होती है, आमतौर पर 60 वोल्ट या 240 वोल्ट से अधिक का विशेष सर्किट।
अछूता संभाल द्वारा अपने प्रमुख हाथ में समर्थन रखें, रॉड के साथ ऐसी स्थिति में कि वेल्डिंग का कार्य जितना संभव हो उतना स्वाभाविक है। अपने वेल्डिंग मास्क को पर्याप्त उठाएं ताकि आप वर्कपीस से कुछ ही इंच दूर इलेक्ट्रोड को देख सकें और स्थानांतरित कर सकें, अपनी आंखों की सुरक्षा के लिए इसे कम करने के लिए तैयार रहें। आप प्राप्त करने के लिए वेल्ड धातु पर इलेक्ट्रोड को छूने का अभ्यास करना चाह सकते हैं सनसनी डिवाइस को चालू करने से पहले, लेकिन याद रखें कभी भी अपनी आंखों की सुरक्षा के बिना इलेक्ट्रिक आर्क का उत्पादन न करें .
उस बिंदु का चयन करें जिस पर आप वेल्डिंग शुरू करना चाहते हैं। इलेक्ट्रोड की नोक को उसके करीब रखें, और फिर अपना मास्क कम करें। आपको विद्युत सर्किट को पूरा करने के लिए धातु के खिलाफ इलेक्ट्रोड की नोक को "स्पर्श" करना चाहिए, और इलेक्ट्रोड की नोक और धातु को वेल्डेड करने के लिए एक विद्युत चाप बनाने के लिए तुरंत इसे थोड़ा फैलाएं। चाप बनाने का एक और तरीका एक मैच को रोशन करने जैसा है। छोटे वायु अंतर सर्किट में एक उच्च प्रतिरोध बनाता है, जो कि चाप लौ या प्लाज्मा और इलेक्ट्रोड और आसन्न धातु के वेल्डिंग क्षेत्र को द्रवीभूत करने के लिए आवश्यक गर्मी पैदा करता है।
धातु की सतह के खिलाफ इलेक्ट्रोड रखें, जब एक विद्युत चाप बनता है तो इसे थोड़ा पीछे खींचते हैं। यह अभ्यास लेता है, क्योंकि विभिन्न इलेक्ट्रोड व्यास और वेल्डिंग एम्परेज को इलेक्ट्रोड टिप और वर्कपीस के बीच एक अलग रिक्ति की आवश्यकता होती है, लेकिन यदि आप एक निरंतर रिक्ति बनाए रख सकते हैं, तो उनके बीच एक निरंतर विद्युत चाप उत्पन्न होगा। आम तौर पर, चाप रिक्ति इलेक्ट्रोड के व्यास से अधिक होनी चाहिए। चाप स्थिरीकरण का अभ्यास करें, इलेक्ट्रोड को वर्कपीस से एक इंच की दूरी पर 1/8 से 3/16 तक रखते हुए, और फिर जिस रास्ते पर आप वेल्ड करना चाहते हैं, उसके साथ चलना शुरू करें। जैसा कि आप इलेक्ट्रोड को स्थानांतरित करते हैं, धातु पिघल जाएगी, पिघला हुआ धातु के साथ क्षेत्र को भरना और इस तरह आपके वेल्ड का निर्माण होगा।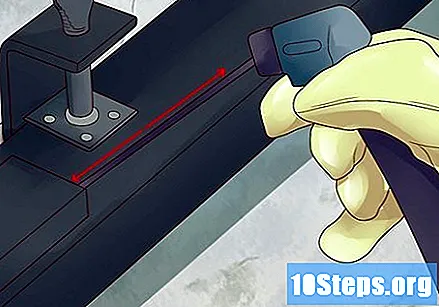
वेल्डिंग क्षेत्र के माध्यम से इलेक्ट्रोड को पारित करने का अभ्यास करें जब तक कि आप एक सुसंगत चाप को बनाए नहीं रख सकते हैं, इसे एक स्थिर, समान गति से आगे बढ़ा सकते हैं। जब आप चाप नियंत्रण में महारत हासिल कर लेते हैं, तो वेल्ड बीड तैयार करना शुरू कर दें। कॉर्ड धातु जमा है जो दो भागों में शामिल हो जाएगा। कॉर्ड बनाने के लिए इस्तेमाल की जाने वाली तकनीक टुकड़ों के बीच की जगह की चौड़ाई और गहराई पर निर्भर करती है। धीमी गति से आप इलेक्ट्रोड को स्थानांतरित करते हैं, गहरा धातु में प्रवेश करता है। बड़े क्षेत्रों में, इलेक्ट्रोड की नोक के साथ ज़िगज़ैग या वेवियर आंदोलनों का एक व्यापक वेल्ड बीड बनेगा।
वेल्ड के साथ आगे बढ़ते हुए चाप को स्थिर रखें। यदि इलेक्ट्रोड धातु से चिपक जाता है, तो धारक को इसे कनेक्टर कनेक्टर या वेल्डेड धातु से मुक्त करने के लिए बाहर निकालें। यदि चाप टूट कर अलग हो जाता है क्योंकि आपने धातु की सतह से इलेक्ट्रोड को छोड़ दिया है, तो प्रक्रिया को रोकें और उस जगह से स्लैग को साफ करें जिसे आप वेल्डिंग कर रहे हैं ताकि आप वहां से एक नए आर्क का उत्पादन कर सकें, ताकि कोई भी स्लैग आपके नए वेल्ड को दूषित न करे। कभी भी एक सकल क्षेत्र पर एक नया वेल्ड बीड न बनाएं, क्योंकि इससे खराब और खराब काम हो जाएगा
इलेक्ट्रोड को ए में ले जाने का अभ्यास करें झाड़ू लगा दो एक व्यापक घेरा बनाने के लिए। यह आपको क्लीनर और अधिक वर्दी वेल्ड को छोड़कर, एक ही पास में अधिक वेल्ड भरने की अनुमति देगा। इलेक्ट्रोड को वेल्डिंग क्षेत्र के माध्यम से पार्श्व आंदोलनों में, या तो ज़िगज़ैग में, घटता या तरंगों में, या 8 का वर्णन करने वाले आंदोलनों में स्थानांतरित किया जाना चाहिए।
आपके द्वारा वेल्डिंग की जा रही सामग्री और वांछित चाप पैठ के अनुरूप करने के लिए अपनी वेल्डिंग मशीन के आउटपुट एम्परेज को समायोजित करें। यदि आप ध्यान दें कि वेल्ड बीड के किनारों पर क्रेटर हैं, या आसन्न धातु पिघल या जल रहा है, तो स्थिति को सामान्य होने तक धीरे-धीरे एम्परेज को कम करें। यदि, दूसरी ओर, आपको चाप बनाने या बनाए रखने में कठिनाई हो रही है, तो यह एम्परेज को बढ़ाने के लिए आवश्यक हो सकता है।
अपने समाप्त वेल्ड को साफ करें। वेल्ड को खत्म करने के बाद, आपको स्लैग को हटाना होगा और अपने वेल्ड को ठीक से साफ करना होगा, या तो पेंटिंग को बेहतर दिखने की अनुमति देगा, या बस अंतिम उत्पाद के सौंदर्यशास्त्र के लिए। सभी स्लैग को चिप करें और किसी भी विदेशी सामग्री और शेष स्लैग को हटाने के लिए वेल्ड को ब्रश करें। यदि सतह को पूरी तरह से सपाट होना चाहिए, तो जिस हिस्से को आप वेल्डेड करते हैं, वह दूसरे हिस्से पर चढ़ने के लिए है, वेल्ड बीड के ऊपर या ऊपर के हिस्से को हटाने के लिए एक उपयुक्त उपकरण का उपयोग करें। एक साफ वेल्ड, विशेष रूप से योजनाबद्ध होने के बाद, बुलबुले या अन्य दोषों की पहचान करना आसान बनाता है जो वेल्डिंग के दौरान हो सकते हैं।
जंग को रोकने के लिए एक उपयुक्त सामग्री के साथ अपने वेल्ड को पेंट करें। वेल्डेड सतह भाग के अन्य भागों की तुलना में अधिक तेज़ी से खुरच सकती है, खासकर अगर भाग नमी के संपर्क में है।
टिप्स
- दो बड़े हिस्सों में शामिल होने पर, उन्हें प्रभावी ढंग से ठीक करने के लिए, दो हिस्सों को अलग करने से रोकने के लिए क्षेत्र के साथ छोटे मिलाप बिंदु बनाएं।
- कुछ लोग बात सुनो वेल्ड की गुणवत्ता का न्याय करने के लिए इलेक्ट्रिक आर्क द्वारा उत्पादित ध्वनियां। क्रैकिंग या क्रैकिंग असंगत चाप रिक्ति या अपर्याप्त एम्परेज का संकेत कर सकते हैं।
चेतावनी
- वेल्ड पूरा होने के बाद धातु लंबे समय तक गर्म रहेगी, इसलिए पालतू और बच्चों को कार्य क्षेत्र से बाहर रखें जब तक कि सभी सामग्री ठंडा न हो जाए।
- आकस्मिक बिजली के झटके की संभावना को कम करने के लिए केबल और कनेक्शन की जांच करें।
- आर्क वेल्डिंग मशीनें एक उच्च एम्परेज विद्युत प्रवाह का उपयोग करती हैं, जो बेहद खतरनाक है। तो केबल और ब्रैकेट के साथ सावधान रहें। गीली परिस्थितियों में या नम प्रशिक्षण पर बिना उचित प्रशिक्षण के कभी भी वेल्ड न करें।
- दस्ताने और मास्क के साथ अपनी त्वचा को कवर करके खुद को जलने से बचाएं। सुरक्षात्मक मुखौटा के बिना मिलाप कभी नहीं।
- वेल्डिंग की प्रक्रिया से सांस लेने से बचें। यह विशेष रूप से जस्ती या मढ़वाया सामग्री, और उन धातुओं पर लागू होता है जिन्हें ऑक्साइड प्राइमर के साथ चित्रित किया गया है।
- इलेक्ट्रिक आर्क से तेज रोशनी सनबर्न जैसी जलन पैदा कर सकती है, इसलिए एक्सपोजर एरिया को कम करने के लिए लंबी बाजू की शर्ट और लंबी पैंट पहनें।
आवश्यक सामग्री
- वेल्डिंग मशीन, इसके कनेक्शन, कनेक्टर और इलेक्ट्रोड के साथ।
- वेल्डिंग की तैयारी और सफाई के लिए उपकरण, जिसमें एक छिलने वाला हथौड़ा, एक तार ब्रश और एक चोखा शामिल है।
- सुरक्षा उपकरण


