लेखक:
Charles Brown
निर्माण की तारीख:
6 फ़रवरी 2021
डेट अपडेट करें:
16 मई 2024

विषय
TIG वेल्ड (टंगस्टन इनर्ट गैस) धातु को गर्म करने के लिए टंगस्टन इलेक्ट्रोड का उपयोग करता है, जबकि आर्गन गैस वेल्ड को अशुद्धियों से बचाता है। यह तकनीक स्टील, स्टेनलेस स्टील, क्रोम-मोलिब्डेनम स्टील, एल्यूमीनियम, स्टील मिश्र धातुओं के साथ निकल, मैग्नीशियम, तांबा, पीतल, कांस्य और सोने सहित अधिकांश धातुओं पर एक स्वच्छ, उच्च गुणवत्ता वाला वेल्ड पैदा करती है। चालू करने के लिए नीचे दिए गए चरणों का पालन करें और अपनी TIG वेल्डिंग मशीन का उपयोग करें।
कदम
विधि 1 की 3: TIG वेल्डिंग मशीन की स्थापना
सुरक्षा उपकरणों पर रखो। किसी भी वेल्डिंग मशीन के संचालन से पहले, सुरक्षा चश्मे, लौ-मंदक कपड़े और आंखों की सुरक्षा के साथ एक वेल्डिंग मास्क पहनना सुनिश्चित करें।
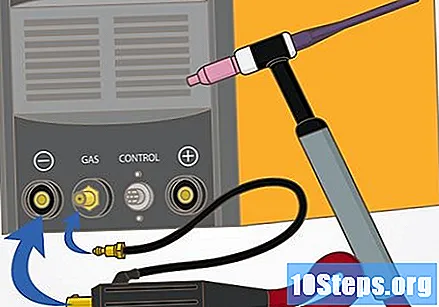
TIG टॉर्च को कनेक्ट करें। सभी टीआईजी मशालों में आर्गन का मार्गदर्शन करने के लिए एक सिरेमिक नोजल, इलेक्ट्रोड रखने के लिए एक तांबे की आस्तीन और एक शीतलन प्रणाली है। वेल्डिंग मशीन के सामने टॉर्च को जोड़ने के लिए अपने एक्सेसरी पैक में एडेप्टर का उपयोग करें।
पेडल को मशीन से कनेक्ट करें। पेडल का उपयोग वेल्डिंग तापमान को नियंत्रित करने के लिए किया जाता है।
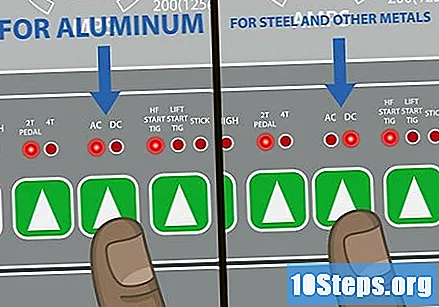
ध्रुवीकरण चुनें। यह उस सामग्री के प्रकार पर निर्भर करता है जिस पर आप वेल्डिंग कर रहे हैं। यदि आप एल्यूमीनियम को वेल्ड करना चाहते हैं, तो वेल्डिंग मशीन के ध्रुवीकरण को चालू (एसी) बारी-बारी से सेट करें। हालांकि, यदि आप अन्य सामग्रियों को वेल्ड करने जा रहे हैं, तो वेल्डिंग मशीन को डायरेक्ट करंट निगेटिव इलेक्ट्रोड (DCEN) पर सेट करें।- यदि मशीन में आवृत्ति को बदलने का विकल्प है, तो वेल्डेड होने वाली सामग्री के अनुसार कुछ समायोजन आवश्यक होंगे। एल्यूमीनियम के लिए, मशीन को वेल्डिंग प्रक्रिया के दौरान उच्च आवृत्ति पर रहना चाहिए। स्टील के मामले में, वेल्ड की शुरुआत में ही आवृत्ति अधिक होनी चाहिए।
टंगस्टन को तेज करें। धातु की मोटाई को वेल्डेड किया जाना चाहिए और विद्युत प्रवाह कारक हैं जो टंगस्टन रॉड के व्यास को निर्धारित करते हैं। टंगस्टन की परिधि के साथ एक रेडियल दिशा में तेज करें, सीधे सिरों की ओर नहीं।- टंगस्टन इलेक्ट्रोड को तेज करने के लिए एक ग्राइंडर का उपयोग करें। इलेक्ट्रोड को तेज करें ताकि टिप उसी दिशा में हो जो एमरी के रोटेशन के रूप में है।
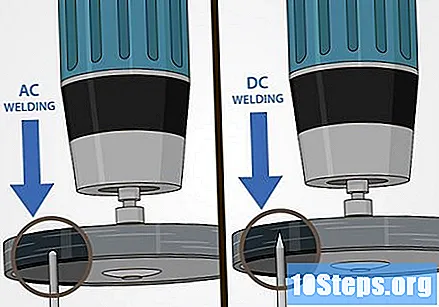
- वैकल्पिक चालू के साथ वेल्डिंग करते समय, टंगस्टन को गोल छोड़ दें; प्रत्यक्ष धारा का उपयोग करते समय, इसे एक तेज बिंदु के साथ छोड़ दें।
- यदि आप एक फिलेट वेल्ड प्रदर्शन करने जा रहे हैं, तो इलेक्ट्रोड को तेज करें ताकि इसमें पांच से छह मिलीमीटर की पतली टिप हो।
गैस प्रवाह को कॉन्फ़िगर करें। टांका लगाने के लिए, शुद्ध आर्गन या मिश्रण का उपयोग करें, जैसे हीलियम के साथ आर्गन। प्लास्टिक कवर को हटा दें।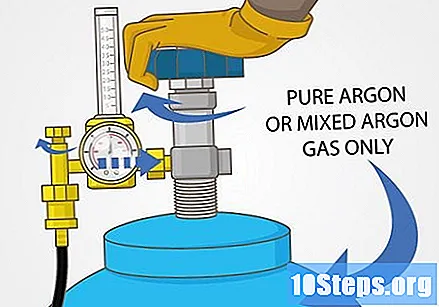
- पाइपलाइन में मौजूद किसी भी गंदगी को हटाने के लिए गैस वाल्व खोलें और बंद करें।
- गैस नियामक संलग्न करें, फिर नियामक को घुमाते हुए अखरोट को पेंच करें; ऐसा तब तक करें जब तक नियामक सुरक्षित रूप से संलग्न न हो जाए।
- एक रिंच का उपयोग कर नियामक को कस लें; सुनिश्चित करें कि नियामक वाल्व पूरी तरह से खुला है।
- गैस नली और प्रवाह मीटर को कनेक्ट करें, फिर सिलेंडर वाल्व खोलें। वाल्व खोलते समय, इसे धीरे से करना सुनिश्चित करें, इसे कम से कम खोलना। एक क्वार्टर-टर्न ओपनिंग आमतौर पर पर्याप्त है।
- पाइप के साथ किसी भी लीक की तलाश करें; किसी भी रिसाव शोर के लिए देखो या एक रिसाव का पता लगाने स्प्रे का उपयोग करें।
- नियामक वाल्व के माध्यम से गैस प्रवाह को समायोजित करें। परियोजना के अनुसार गैस का प्रवाह भिन्न होता है; कई प्रति मिनट 4 और 12 लीटर के बीच प्रवाह का उपयोग करते हैं।
एम्परेज को कॉन्फ़िगर करें। एम्परेज आपको वेल्डिंग प्रक्रिया के दौरान आपके पास होने वाले नियंत्रण को विनियमित करने की अनुमति देता है।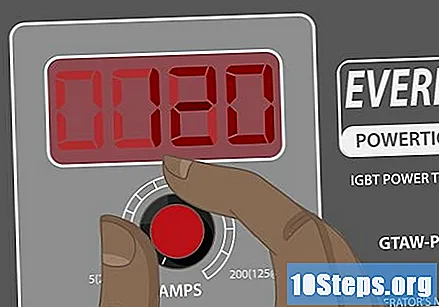
- धातु को जितना अधिक वेल्ड किया जाएगा, उतना अधिक एम्परेज होगा।
- पैडल के साथ आप जितना अधिक समन्वित होंगे, उतना ही अधिक एम्परेज प्राप्त कर सकते हैं।
- यहां कुछ पारंपरिक अनुपात, सामग्री की मोटाई x वर्तमान: 1.6 मिमी, 30 और 120 एम्प्स के बीच है; 2.4 मिमी, 80 और 240 एम्प्स के बीच; 3.2 मिमी, 200 और 380 एम्प्स के बीच।
विधि 2 की 3: धातु की वेल्डिंग
वेल्डेड होने के लिए धातु को साफ करें। सतह को किसी भी गंदगी से साफ किया जाना चाहिए।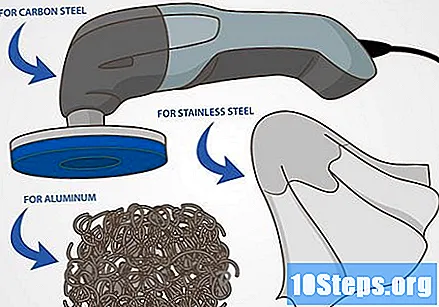
- यदि आप कार्बन स्टील के साथ काम कर रहे हैं, तो सामग्री को साफ रखने के लिए सैंडर का उपयोग करें।
- एल्यूमीनियम के लिए, स्टेनलेस स्टील ब्रश पास करना सबसे अच्छा है।
- स्टेनलेस स्टील के लिए, एक कपड़े पर कुछ विलायक के साथ वेल्ड क्षेत्र को साफ करें। वेल्डिंग शुरू करने से पहले एक सुरक्षित क्षेत्र में विलायक और अन्य रसायनों को स्टोर करना सुनिश्चित करें।
टंगस्टन को उसके सॉकेट में डालें। इलेक्ट्रोड क्लैंप के पीछे को ढीला करें, टंगस्टन इलेक्ट्रोड डालें और पीछे के हिस्से को फिर से सुरक्षित करें। यह संभव है कि क्लैंप से इलेक्ट्रोड कम से कम 6 मिमी बाहर हो।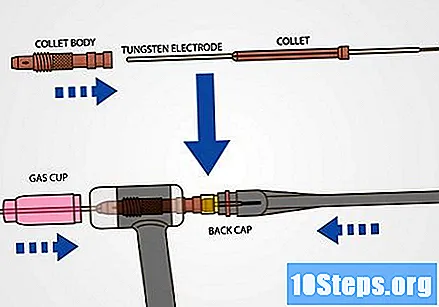
उन भागों में शामिल हों जिन्हें हल किया जाएगा। सी ब्रैकेट या लोहे के वर्ग का उपयोग करके भागों में शामिल हों।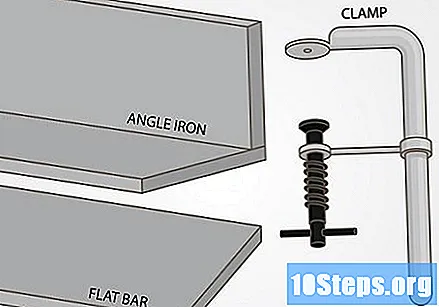
सोल्डर ड्रिप का उपयोग करके टुकड़ों में शामिल हों। अंतिम वेल्ड करते समय यह भागों को एक साथ रखने में मदद करेगा। वेल्ड बूंदों के बीच कुछ इंच छोड़ दें।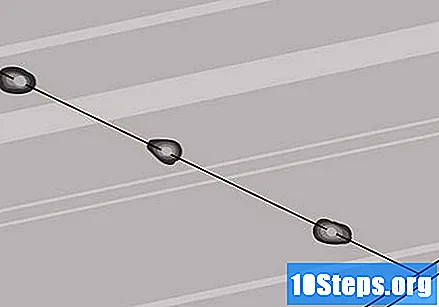
TIG मशाल पकड़ो। इसे 75-डिग्री के कोण पर और भाग से 6 मिमी से थोड़ा अधिक होना सुनिश्चित करें।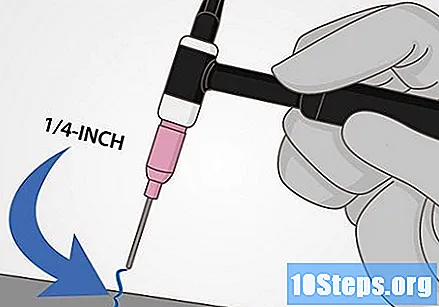
- टंगस्टन को वेल्ड पूल को छूने की अनुमति न दें, अन्यथा यह सामग्री को दूषित करेगा।
पेडल का उपयोग करके तापमान नियंत्रण का अभ्यास करें। वेल्ड पूल 6 मिमी चौड़ा होना चाहिए। वेल्ड पूल को लगातार आकार में रखना महत्वपूर्ण है ताकि वेल्ड लाइन सुसंगत हो।
सोल्डर फिलर रॉड को अपने दूसरे हाथ से पकड़ें। इसे 15 डिग्री के कोण पर भाग पर रखें।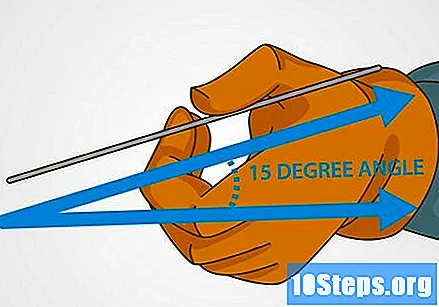
बेस मेटल को गर्म करने के लिए TIG टॉर्च का इस्तेमाल करें। इलेक्ट्रिक आर्क का तापमान पिघले हुए धातु के पोखर का निर्माण करेगा। यह इस पोखर में है जहां वेल्डिंग होती है।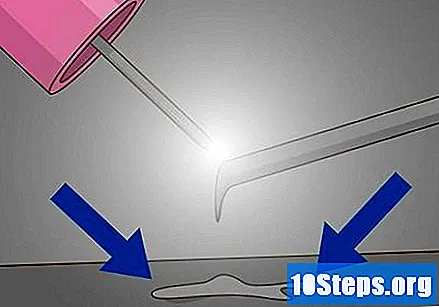
- जब वेल्ड पूल धातु के दो टुकड़ों को घेरता है, तो एग्लूटिनेशन से बचने के लिए फिलर सामग्री को थोड़ा-थोड़ा करके जोड़ें।
- भरण रॉड आपके वेल्ड के लिए एक अधिक प्रबलित परत बनाएगी।
वेल्डिंग आर्क का उपयोग करते हुए, वांछित दिशा में वेल्ड पूल को स्थानांतरित करें। MIG वेल्डिंग के विपरीत, जहाँ आप वेल्ड पूल को उस स्थान पर ले जाते हैं जहाँ पर टार्च इंगित कर रहा है, TIG वेल्डिंग में आप पोर्च को विपरीत दिशा में धक्का देते हैं।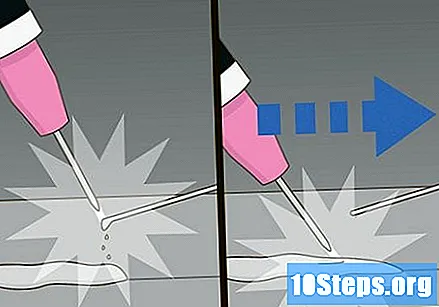
- आपके द्वारा किए जाने वाले आंदोलन की कल्पना करने के लिए, कलम का उपयोग करके बाएं हाथ के व्यक्ति की कल्पना करें। जबकि दाएं हाथ वाला व्यक्ति पेन को दाएं कोण पर लिखता है, दाईं ओर (जैसे MIG वेल्ड), बाएं हाथ वाला व्यक्ति पेन को बाईं ओर झुकाएगा, लेकिन फिर भी पेन को दाईं ओर खींचेगा।
- वेल्ड पूल को आगे बढ़ाना जारी रखें जब तक कि पूरे वांछित क्षेत्र को वेल्डेड नहीं किया जाता है। वहाँ, आपने एक TIG वेल्ड बनाया!
3 की विधि 3: वेल्डिंग के विभिन्न प्रकार सीखना
एक पट्टिका वेल्ड की कोशिश करो। एक फिलेट वेल्ड बनाते समय tIG वेल्ड नियम लें। इस प्रकार के वेल्ड में एक दिए गए कोण पर दो धातुओं के शामिल होने का समावेश होता है। टुकड़ों के बीच का कोण 45 और 90 डिग्री के बीच होना चाहिए; वेल्ड करने के लिए, टुकड़ों के बीच कोने में वेल्ड पोखर बनाएं। पट्टिका वेल्ड को एक त्रिकोण जैसा दिखना चाहिए यदि पक्ष से (या एक अनुभाग दृश्य से) देखा जाए।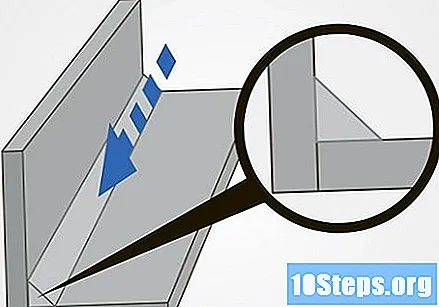
सुपरिंपोज्ड वेल्ड। एक टुकड़े को दूसरे को ओवरलैप करना छोड़ दें, फिर वेल्ड पूल बनाएं जहां टुकड़े मिलते हैं। जब दो धातु भागों का विलय हो जाता है, तो भरने वाली सामग्री को पोखर में जोड़ें।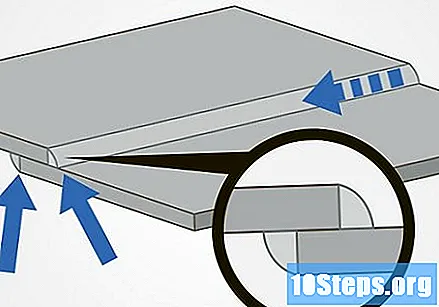
दो टुकड़ों के साथ एक टी वेल्ड बनाएं। टॉर्च को उस बिंदु पर झुकाएं जहां यह सीधे वेल्ड क्षेत्र को गर्म करता है। सिरेमिक कोन से इलेक्ट्रोड को बाहर निकालते समय एक छोटा चाप रखें। भरण रॉड को उस बिंदु पर रखें जहां दो हिस्से मिलते हैं।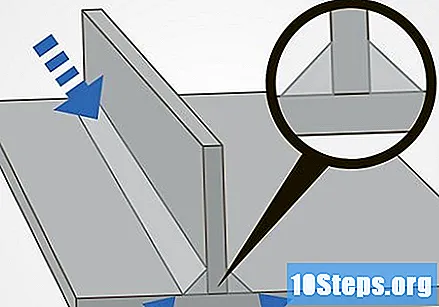
कॉर्नर वेल्ड। दो टुकड़ों के बैठक बिंदु पर वेल्डिंग शुरू करें। वेल्ड पूल को दो टुकड़ों के जंक्शन पर रखें। कोने वेल्ड करने के लिए आपको महत्वपूर्ण मात्रा में भराव सामग्री की आवश्यकता होगी, क्योंकि भागों को अतिव्यापी नहीं किया जाएगा।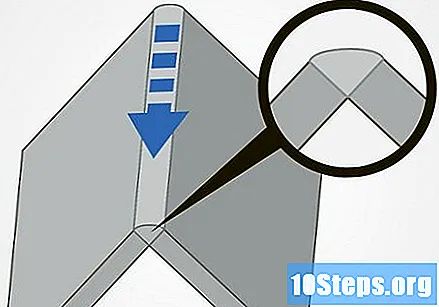
एक बट वेल्ड बनाएँ। दो धातु के टुकड़ों के बीच जंक्शन पर दाईं ओर वेल्ड पूल बनाएं। इस प्रकार की वेल्डिंग अधिक कठिन है, क्योंकि भागों को अतिव्यापी नहीं किया जाता है। जब आपने टुकड़ों को एक साथ रखना समाप्त कर दिया है, तो गड्ढा भरने के लिए वेल्डिंग मशीन श्रृंखला को कम करें जो कि बनेगी।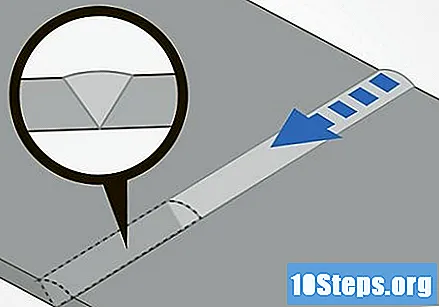
चेतावनी
- TIG वेल्ड में CO2 के साथ मिश्रित आर्गन का उपयोग न करें। CO2 एक सक्रिय गैस है जो टंगस्टन इलेक्ट्रोड को नष्ट कर देगी।
- वेल्डिंग मास्क का उपयोग करें, जिसमें एक गहरा प्रदर्शन होता है, जो वेल्डिंग के लिए उपयुक्त होता है।
- वेल्डिंग मशीन शुरू करने से पहले सूखी, इन्सुलेट दस्ताने पहनें।
- वेल्डिंग मास्क के तहत, साइड सुरक्षा के साथ सुरक्षा चश्मा पहनें।
- वेल्डिंग मशीन को संचालित करते समय प्रबलित फ्लेमप्रूफ कपड़े और जूते पहनें।
टिप्स
- यदि वेल्ड किया जाने वाला धातु साफ है, तो वेल्डिंग प्रक्रिया के दौरान कोई चिंगारी उत्पन्न नहीं होगी।
- टीआईजी वेल्डिंग सभी पदों पर, क्षैतिज या लंबवत और यहां तक कि सिर के ऊपर भी किया जा सकता है।
- टीआईजी वेल्डिंग का रहस्य वेल्ड पूल में है, जो एडिटिव मैटेरियल और मेटल वेल्डेड दोनों से बनता है।
- टीआईजी वेल्डिंग धुएं या भाप का उत्पादन नहीं करता है। यदि वेल्डिंग के दौरान कोई धुआं या भाप दिखाई दे, तो यह एक संकेत है कि आपको धातु को बेहतर ढंग से वेल्डेड किया जाना चाहिए।
- टीआईजी वेल्ड में कोई लावा नहीं है; इसलिए, वेल्ड पूल के बारे में आपका विचार बाधित नहीं होगा।
- यदि गैस टैंक अंत के पास है, तो आर्गन का प्रवाह बढ़ाएं, क्योंकि टैंक के अंत में गैस मिश्रण इतना शुद्ध नहीं है।


